
5 EMPLOYEES HEAD OUT ON THEIR OWN
May 1, 1946
In 1946, five people who worked at Pacific Pump Company started their own business called Cornell. They knew much about pumps because they worked in a service department and fixed many common problems. They found that many motor failures happened because of pressure spikes, overloading, and issues with the bearings that moved the pump. Cornell could fix any pump because they had many parts in stock and could make other parts if needed.
CAN WE DO BETTER?
May 1, 1949
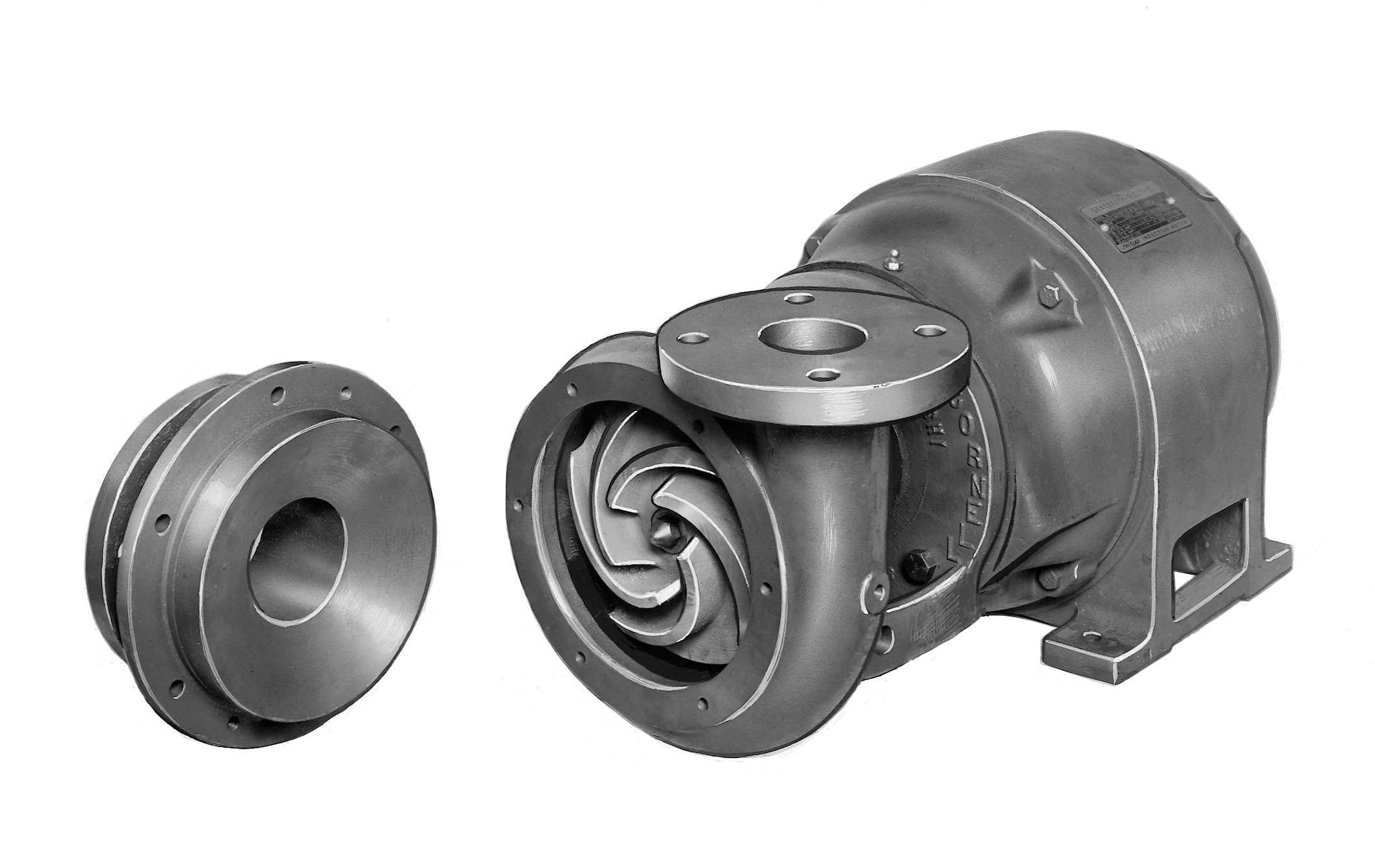
The Cornell team thought, “Can we make something better?” So, in 1949, they made the “Rain-O-Flow” irrigation pump at 265 North Hancock, P.O. Box 7762. This new pump was explicitly for irrigation and had features to fix many problems they saw when repairing other pumps.

PUMP SCHOOL BEGINS
June 1, 1949
Back then, Clint Warren traveled and taught about hydraulics. Over time, these teachings became Pump School as we know it today.
COMPAK STATIONS GOT US WHERE WE ARE TODAY
August 15, 1952
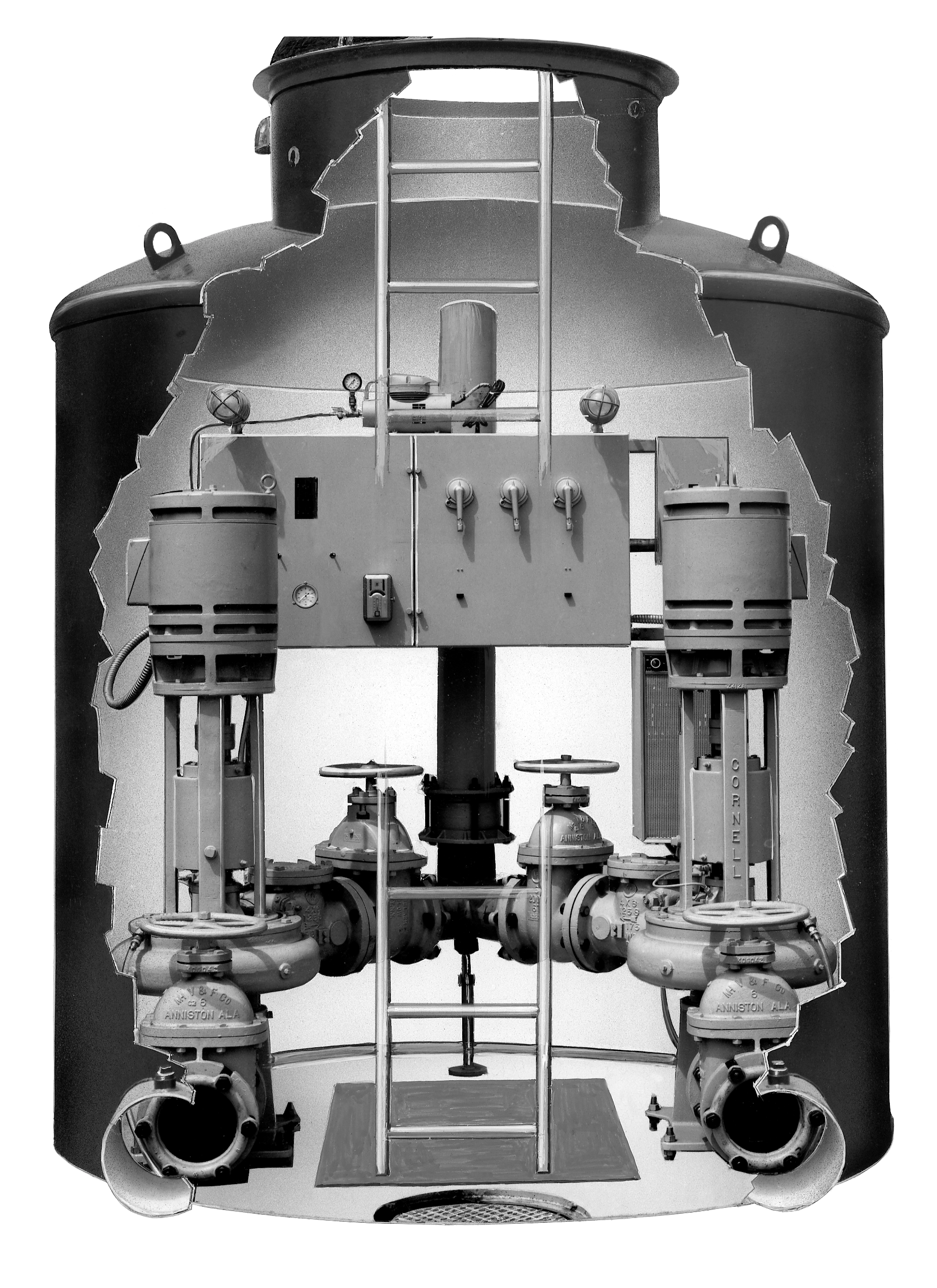
Farmers and industrial clients asked Cornell to make more pumps. So, they made the non-clog line to handle solid materials. They also made portable sewage lift stations in different sizes with vacuum primers, dehumidifiers, and control panels (Compak Station). They even had Johnston turbines for rent.

SOLVING PROBLEMS SINCE DAY 1
February 15, 1953
Cornell made big pumps for building bridges and dams, which helped the company grow. Working with construction companies led to new ideas. For example, when making dams, the concrete got too hot and became uneven, weakening. Cornell fixed this problem by changing a water pump to pump liquid ammonia through the concrete to cool it down.

AROUND THE WORLD
May 15, 1953
Cornell used their new coolant pump in a refrigerated warehouse for Safeway (2CB), which worked well afterward. Cornell’s ammonia pumps were used worldwide in warehouses, ships to keep fish fresh, and large buildings for air conditioning.
HYDRO-TRANSPORT FOOD SERIES
January 1, 1964
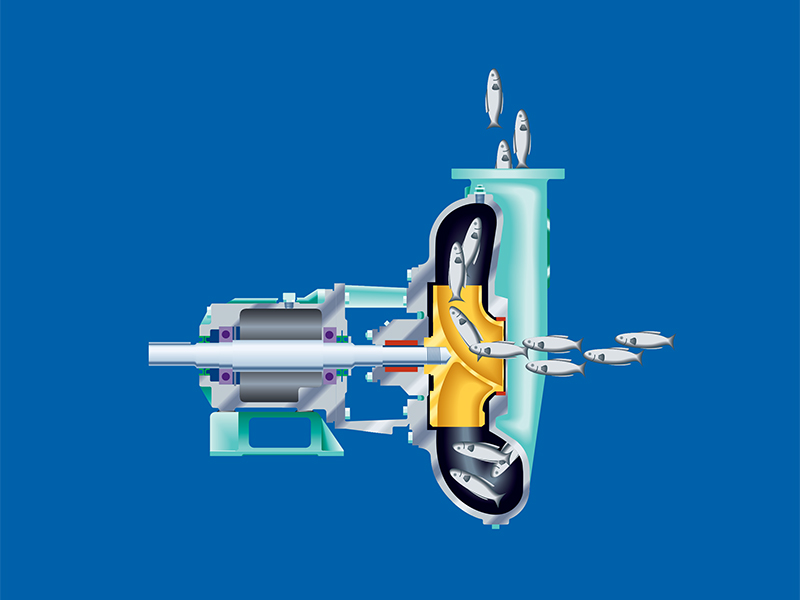
Cornell’s Hydro-Transport series of pumps use a unique design (offset volute) that lets them move delicate products like potatoes, tomatoes, eggs, and live fish without damage. These pumps can even add cleaning agents to wash the food while it’s moving. The P and PP pumps in the Hydro-Transport series have the lowest damage rate in the industry, which helped Cornell become a top maker of pumps for food processing.

MOVING TO A NEW LOCATION
January 1, 1968
In 1968, Cornell Pump Company moved to a new location in Portland, Oregon, which helped create an enhanced distribution network. The new facility provided increased capacity for manufacturing and distribution, enabling Cornell to expand its reach to more customers across the United States and worldwide. With its new location, Cornell improved its supply chain and delivered products more efficiently, leading to tremendous success and growth for the company.
ARMY CORP OF ENGINEERS CHOOSES CORNELL PUMP AFTER ST. HELENS ERUPTION
January 1, 1983
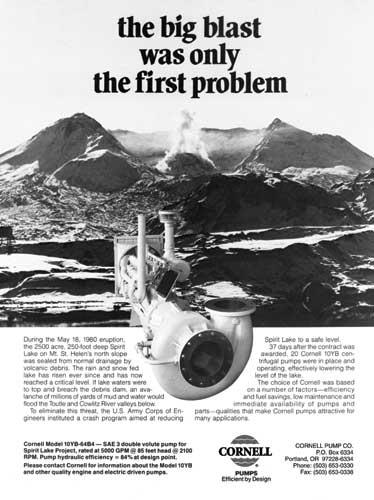
In 1983, the Army Corps of Engineers chose Cornell pumps to drain 2,500 acres of Spirit Lake at Mt. St. Helens. Volcanic debris blocked the lake’s natural drainage, and if not drained, it would have caused flooding and damage to the towns below. Cornell brought 20 pumps that could move over 100,000 gallons of water per minute. They started running just 37 days after the contract was awarded.

FROM COLD TO HOT (REALLY HOT)
May 15, 1985
Cornell water pumps were adapted to pump hot cooking and compressor oils, allowing us to pump hot and cold stuff. This modification led to a partnership with Frito-Lay, where many of their fried products, including potato and corn chips, are cooked using Cornell-equipped fryers. Additionally, McDonald’s french fries in the US are pumped through a Cornell pump at some point in their cooking process.
SUPERBOWL XXIII
January 1, 1989
Cornell pumps were also used to irrigate the natural turf at Joe Robbie stadium, home of the Miami Dolphins, during Super Bowl XXIII in 1989.
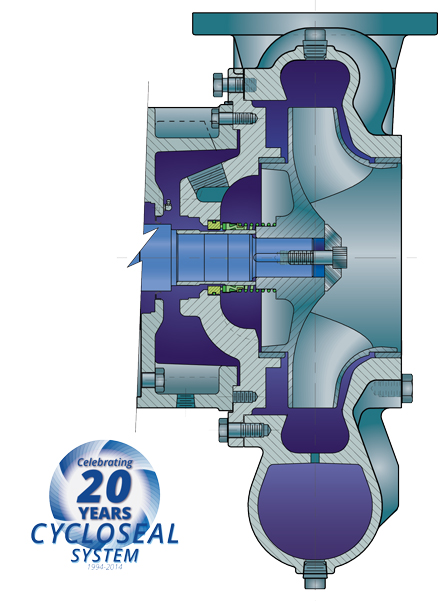
INNOVATIVE SEALING SYSTEM: CYCLOSEAL®
January 1, 1994
The Cycloseal® system originated from Cornell’s work with municipal applications. Its groundbreaking design enabled a mechanical seal without flush water while eliminating leaks. Since its development, this innovation has been incorporated into hundreds of thousands of pumps, making it a critical feature that sets Cornell Pump models apart.

WE’RE GOING TO DISNEYLAND!
June 15, 1995
And after Super Bowl XXIII, where does everybody go? To Disneyland! Cornell pumps run many of the water displays and attractions at Disneyland.
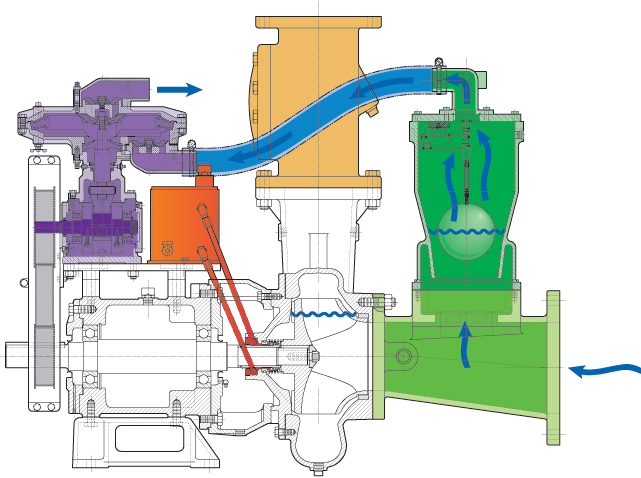
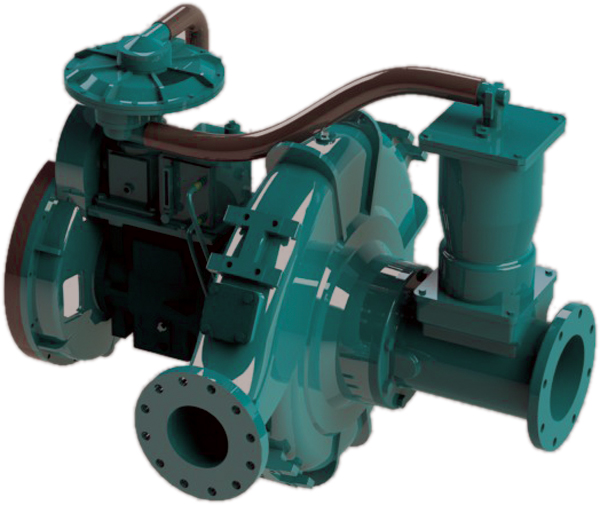
REDI-PRIME® PATENTED DRY PRIMING SYSTEM
January 1, 1996
Redi-Prime addressed the need to prime and then re-prime a pump. Using a patented vacuum system, Redi-Prime accomplished the task faster than previous methods and didn’t require an attendant to engage and monitor the system. Redi-Prime is an advantage that can be used in almost all Cornell Pumps.

HELPING NYC AFTER 9/11
September 11, 2001
Cornell sent dewatering pumps to Ground Zero to help remove large amounts of water from underground and the subways.
MX SERIES PUMPS INTRODUCED
June 1, 2011
The MX-Series pumps are built to last and excel in high-head applications. They offer a long service life, featuring multi-vane, enclosed impellers for optimal efficiency. The pumps are made with high-quality materials, including extra heavy wall thickness and CA6NM impellers. They come in both horizontal and SAE engine-mounted configurations.
SP SERIES PUMPS LAUNCHED
April 1, 2012
Cornell’s SP Series Slurry pump is the perfect solution for abrasive applications in the mining industry. The patented Cycloseal® technology adds to the diverse range of mine dewatering pumps.

THE EDGE: END GUN BOOSTER PUMP RELEASED
September 1, 2012
Cornell is expanding its line of irrigation solutions by introducing its new 2HP and 5HP end gun booster pumps, which feature the company’s legendary design and reliability. As an industry leader in irrigation pumps, Cornell aims to offer more options to its customers. Cornell is expanding its line of irrigation solutions by introducing its new 2HP and 5HP end gun booster pumps, which feature the company’s legendary design and reliability. As an industry leader in irrigation pumps, Cornell aims to offer more options to its customers.

CORNELL HELPS OUT AFTER HURRICANE SANDY
October 31, 2012
Cornell, one of the four dewatering pump manufacturers in the US, was asked by the Army Corps of Engineers to supply pumps for flood relief after Hurricane Sandy. Cornell also contributed to the Red Cross disaster relief fund by donating some pump sales.

PRODUCT INNOVATION OF THE YEAR AWARD: 2012
December 1, 2012
Cornell Pump Company, based in Clackamas, was awarded the 2012 Product Innovation of the Year by Pumps & Systems Magazine, a leading voice in the pump and rotating equipment industry. The competition was fierce, with numerous innovative products from around the world vying for the title, but Cornell’s Cutter Pump emerged victorious. This pump was designed to solve a common issue in North American wastewater treatment systems: fouled impellers. Cornell’s innovative cutter design uses stationary and rotating elements to break down masses of solids to a size that can pass through the pump. This design reduces impeller fouling, resulting in a significant increase in pump uptime. The cutters have saved more than $31,000 per pump installed in tests. The savings can be substantial, with many municipalities using dozens or hundreds of pumps. READ THE FULL STORY HERE