Cornell STX Self-Priming Pumps—Truly Efficient by Design
When selecting a self-priming pump, it’s easy to focus on...
Read More
Sizing a Pump for Drip Irrigation: A Practical Guide from the Field
By Ryan Hergenroder, Regional Manager – Southwest Agriculture, Cornell Pump...
Read More
Understanding Shaft Deflection—and How It Affects Mining Pumps
In high-demand pumping environments like mining, reliability is non-negotiable. One...
Read More
Delta™ Impellers Deliver Superior Solids Handling for Municipal Wastewater Systems
Municipal wastewater operators face an ongoing challenge: how to reliably...
Read More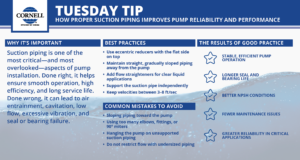
Tuesday Tip: How Proper Suction Piping Improves Pump Reliability and Performance
Suction piping is one of the most critical—and most overlooked—aspects...
Read More
How Cornell Rental Pumps Helped Reclaim a Contaminated Creek
When a serious PCB contamination was discovered in a creek...
Read More
Cornell’s 3PL Baytown TX Warehouse is Stocked, Staffed, and Ready to Deliver
To better serve our growing customer base—especially in the rental...
Read More
How Memphis is Advancing Wastewater Compliance with Co-Pilot™ SCADA
To protect water quality and meet the growing demand for...
Read More
Cornell EZ Prime Electric Vacuum-Assisted Priming System
The Cornell EZ Prime is a compact, 12VDC electric-driven vacuum...
Read More