N-Series Solids Handling Pumps
Cornell's N-series pumps can handle rigid solids handling applications and are available in a range of discharge sizes from 1.25″ to 30″. There's a solution for your needs with different mounting configurations, including close-coupled, SAE engine-mount, horizontal frame-mount, vertical, and vertically coupled. The enclosed impeller design (for 2" to 10" solids and flows up to 40,000GPM) can handle complex materials, and a delta impeller is available for stringy materials, rags, and more. With over 30 years of reliable service in the wastewater industry, the N-series is a trusted choice.
Hybrid Pumps
MX pumps are ideal for high-head mining, agriculture, and industry applications due to their long service life and suction lift capabilities. They have multi-vane, enclosed impellers designed for industry-leading efficiency and are available in the horizontal frame and SAE engine-mounted configurations.
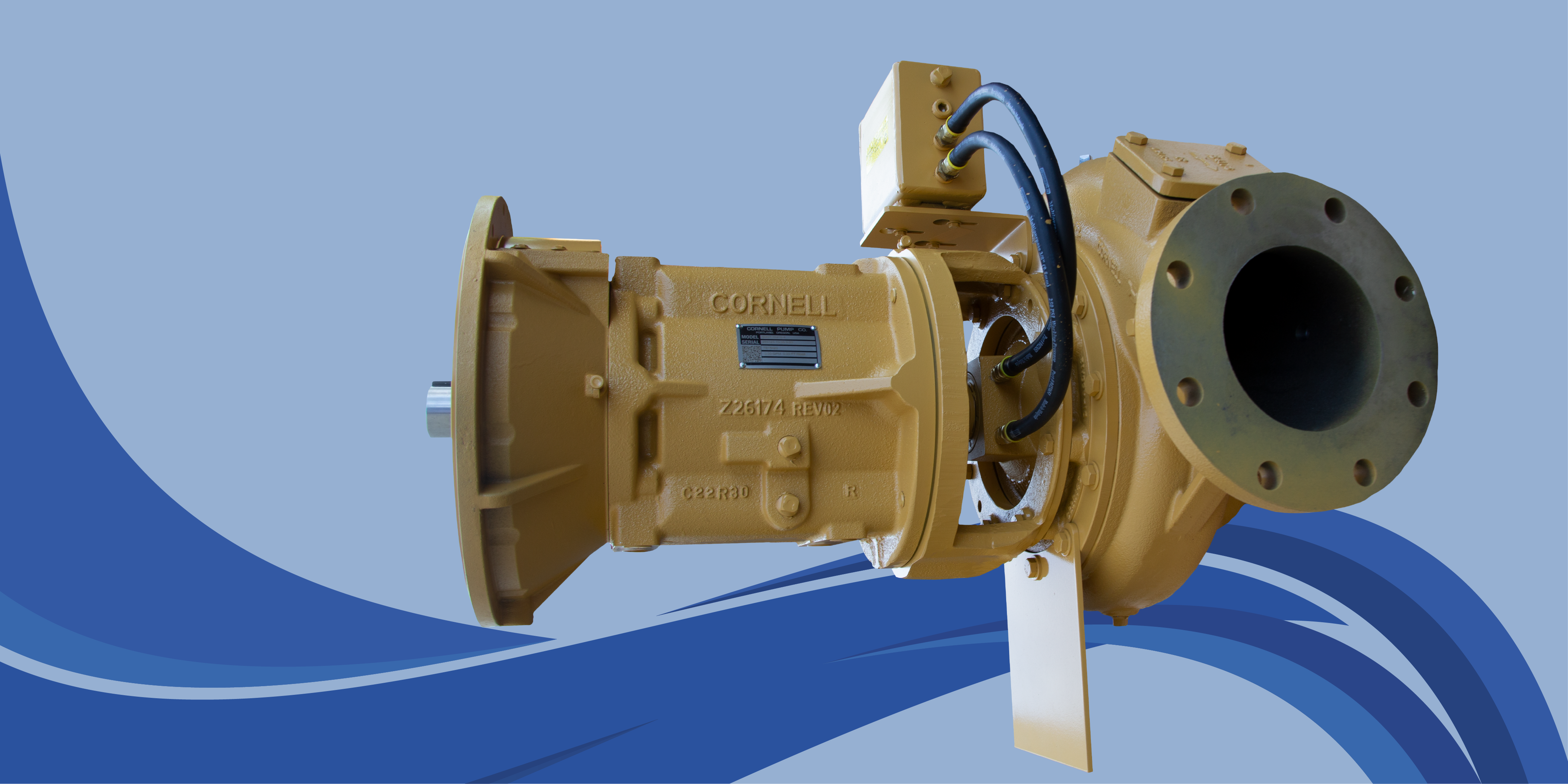
MP Series Pumps
The MP-Series Pumps from Cornell are built to handle coarse abrasives and provide reliable service in slurry pumping. With over 70 years of pump design and manufacturing expertise, Cornell has developed the patented Cycloseal® technology to enhance the MP Mining Pump Series. These pumps are engineered for high operating pressures and can handle demanding abrasive slurry applications such as coal, sand, gravel, manure, and mine dewatering. The MP pumps feature oversized shafts, thick volutes, and high-chrome white iron impellers, delivering more extended service life in harsh conditions than standard slurry pumps. Look for the distinctive pushed-out rectangular design of the Cornell frame to identify a quality Cornell pump.

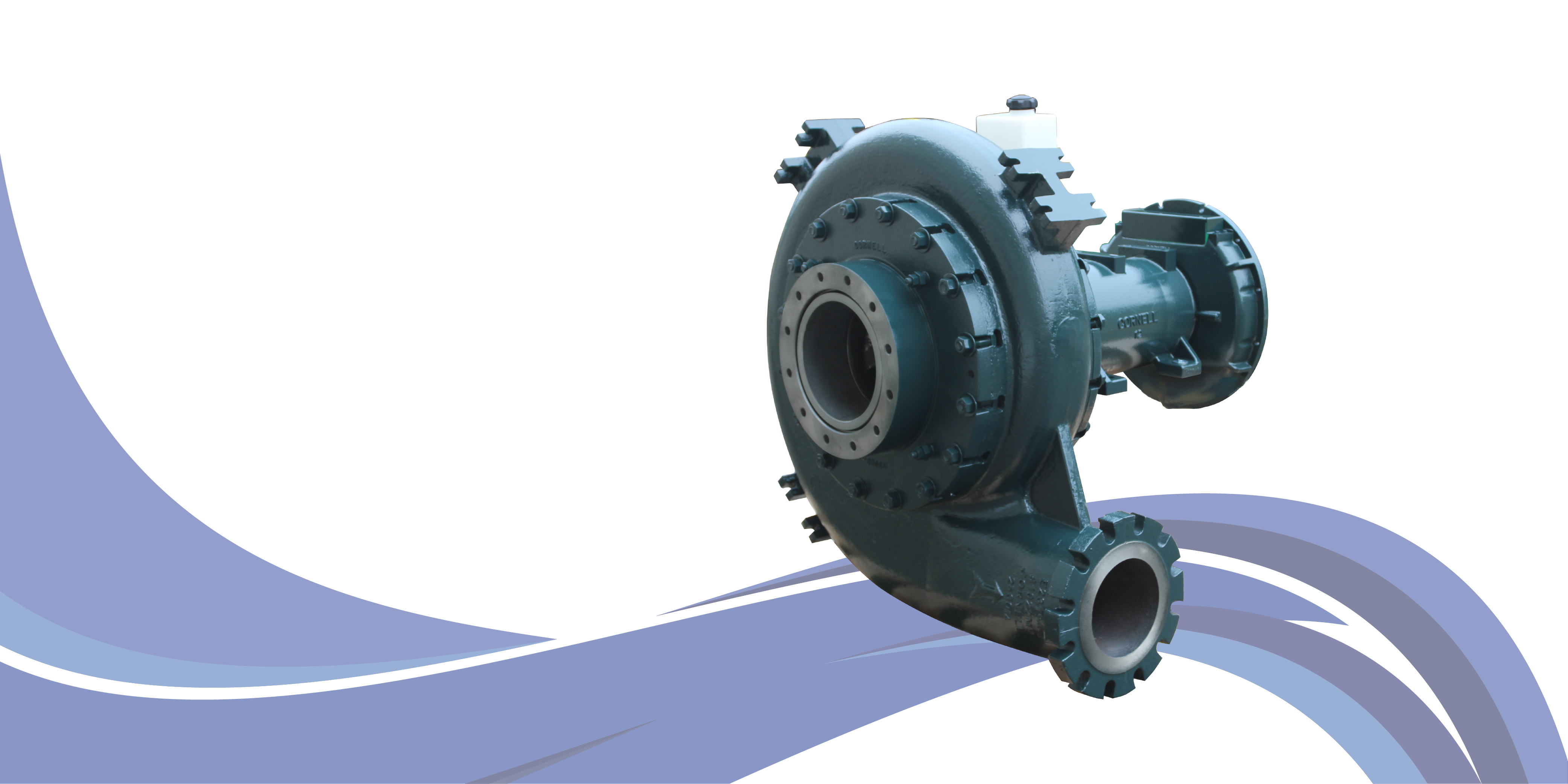
SP Series Pumps
Cornell's SP Series Slurry pump is designed for mining applications and incorporates patented Cycloseal® technology. With its ability to handle abrasive materials in the mill process, the SP Series is a valuable addition to Cornell's range of mine dewatering pumps. The pump has rubber and metal-lined configurations to accommodate different particle sizes and pH requirements.
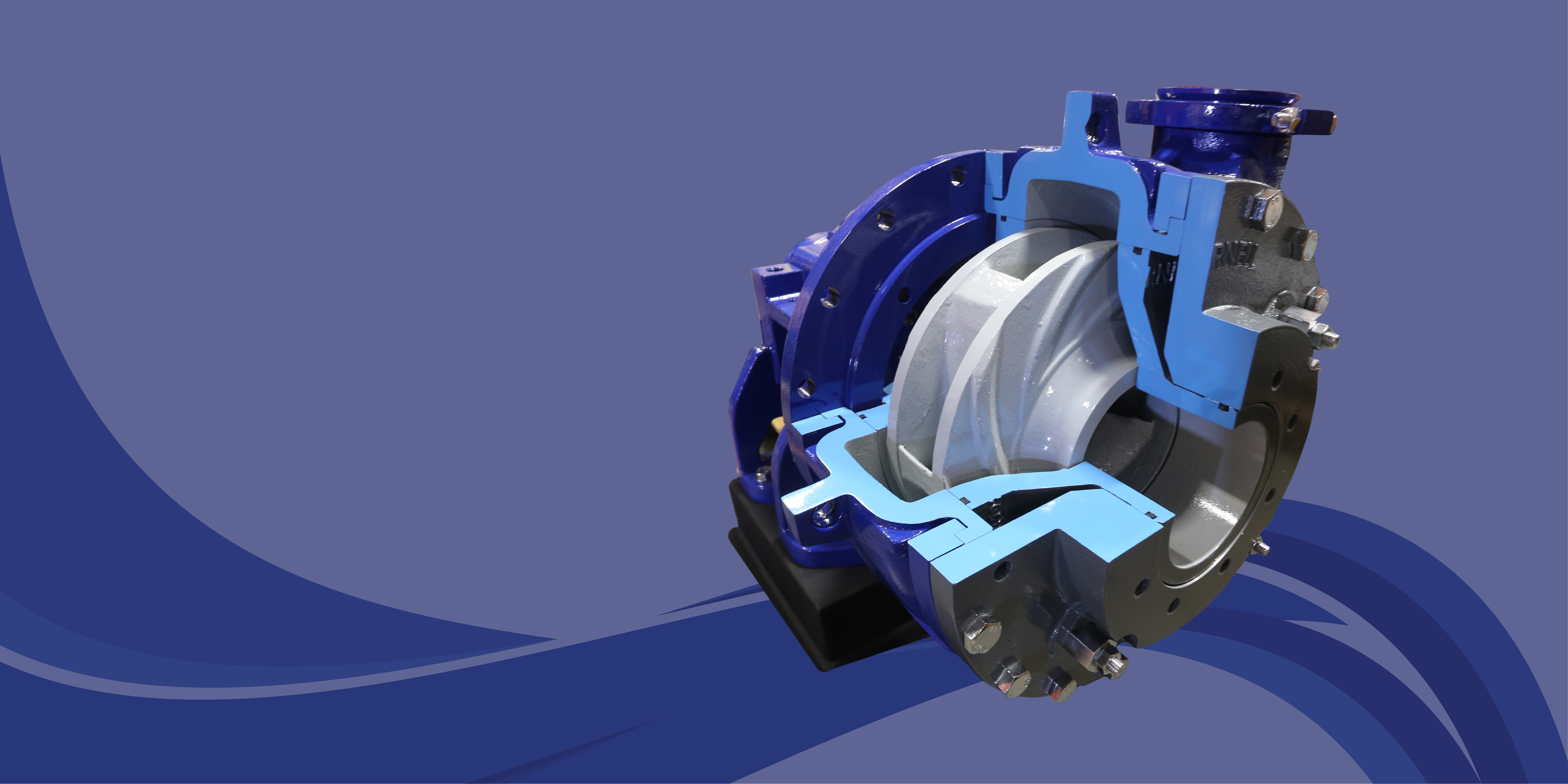
SM Series Pumps
The SM series pumps are hard metal and designed for high head and multistage slurry pumping applications with a standard pressure rating of 600 PSI. All wet-end components are made of high chrome white iron alloy. The SM pump features a unique adjustable suction wear plate with the patented Cycloguard feature to minimize recirculation and extend wear life. The angular, muscular frame of the SM pump is easily recognizable as a quality Cornell pump.
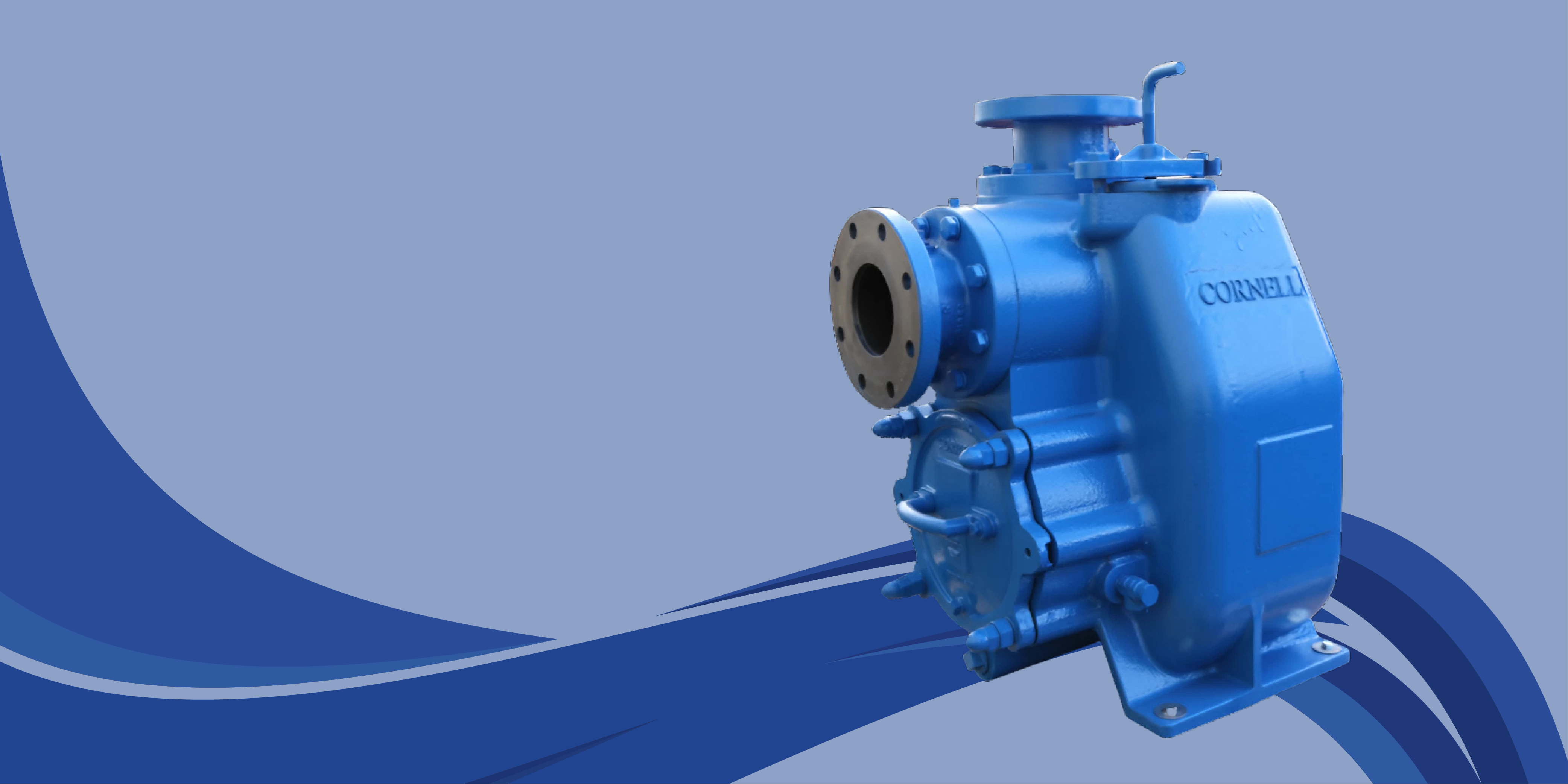
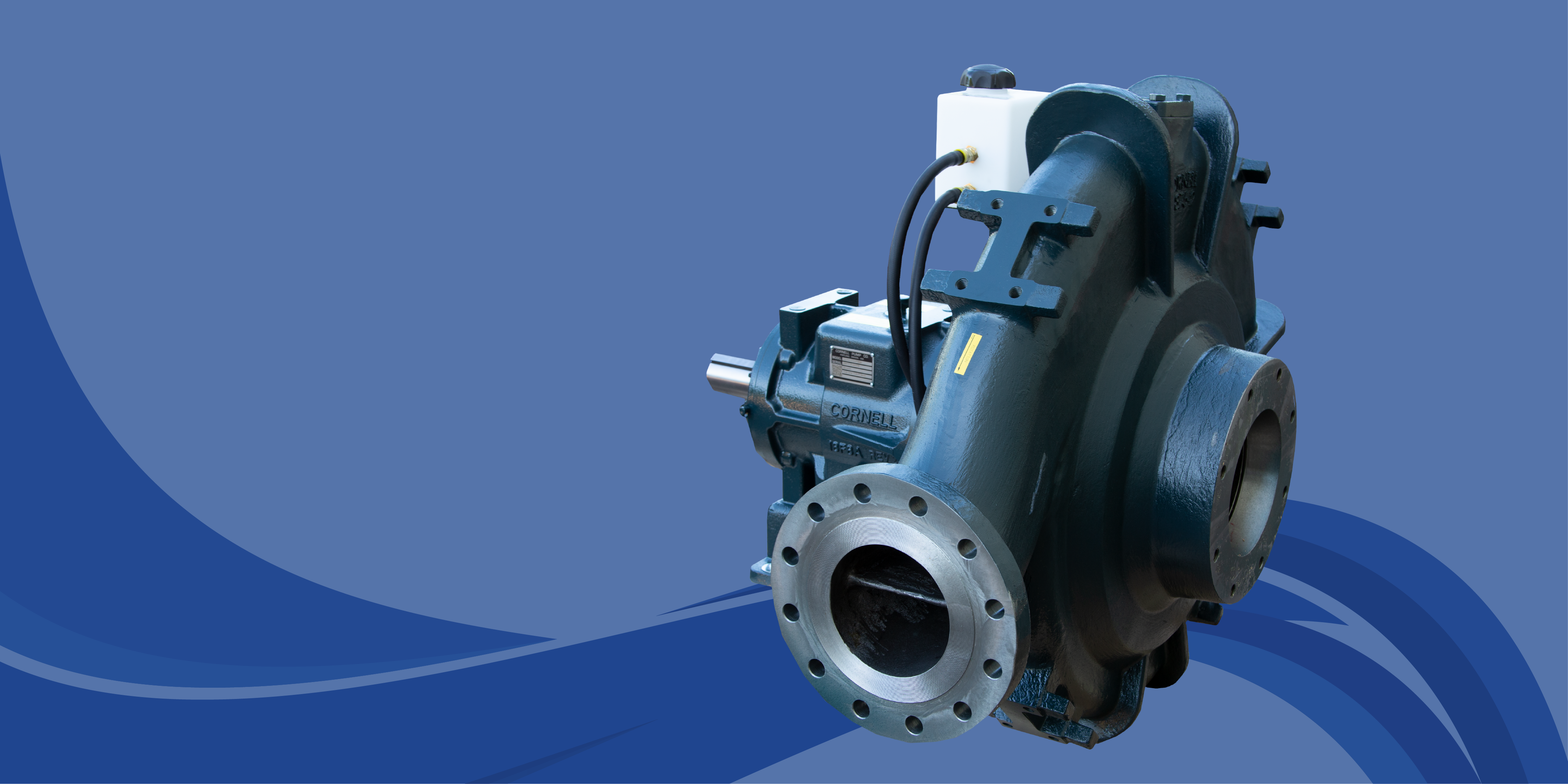
Self-Priming Pumps
Cornell's self-priming pumps are highly efficient and renowned in the industry for their durability, power, and energy efficiency. Their patented-Cycloseal® back plate technology makes them even more durable. These pumps, including the STX, STH, and STL series, are easy to maintain and perfect for wastewater, slurry, and water transfer applications.






N-Series Solids Handling Pumps
 Cornell’s N-series solids handling pumps are available in discharge sizes from 1.25″ to 30″, and are designed to handle difficult solids handling applications. A range of mounting configurations are available, from close-coupled, SAE engine-mount, and horizontal frame-mount, to vertical and vertical coupled. Featuring enclosed impeller (2” to 10” solids, and flows up 40,000GPM), N-series can also be fitted with a delta impeller to handle stringy materials, rags, etc. Robust and reliable, the N-series has more than 30 years of service as a waste-water handling favorite of the industry.
Cornell’s N-series solids handling pumps are available in discharge sizes from 1.25″ to 30″, and are designed to handle difficult solids handling applications. A range of mounting configurations are available, from close-coupled, SAE engine-mount, and horizontal frame-mount, to vertical and vertical coupled. Featuring enclosed impeller (2” to 10” solids, and flows up 40,000GPM), N-series can also be fitted with a delta impeller to handle stringy materials, rags, etc. Robust and reliable, the N-series has more than 30 years of service as a waste-water handling favorite of the industry.
MP-Series Pumps
 MP-Series Pumps are designed to handle coarse abrasives while providing robust service life in a slurry pump. Cornell Pump Company’s MP Mining Pump Series combines 70 years of innovation in pump manufacturing and design, with our highly regarded patented Cycloseal® technology. Offering high operating pressures, the MP pumps are specifically designed for coarse abrasive slurry applications such as sand, gravel, coal, manure, and mine dewatering. The oversize shafts, thick volutes, high-chrome white iron impellers, and other features allow it to operate in harsh conditions longer than a standard slurry pump.
MP-Series Pumps are designed to handle coarse abrasives while providing robust service life in a slurry pump. Cornell Pump Company’s MP Mining Pump Series combines 70 years of innovation in pump manufacturing and design, with our highly regarded patented Cycloseal® technology. Offering high operating pressures, the MP pumps are specifically designed for coarse abrasive slurry applications such as sand, gravel, coal, manure, and mine dewatering. The oversize shafts, thick volutes, high-chrome white iron impellers, and other features allow it to operate in harsh conditions longer than a standard slurry pump.
The MP series incorporates the unique pushed-out rectangular design features of the Cornell frame, letting you know it is quality Cornell pump.
SP-Series Pumps
 Cornell’s SP Series Slurry pump brings patented Cycloseal® technology to the mining process industry. Adding to the diverse range of mine dewatering pumps, The SP Series Slurry pump offers a Cornell solution to abrasive applications throughout the mill process. Available in rubber and metal lined configuration to handle various particle sizes, and pH requirements.
Cornell’s SP Series Slurry pump brings patented Cycloseal® technology to the mining process industry. Adding to the diverse range of mine dewatering pumps, The SP Series Slurry pump offers a Cornell solution to abrasive applications throughout the mill process. Available in rubber and metal lined configuration to handle various particle sizes, and pH requirements.
Hybrid Pumps

Cornell Pump hybrid pumps are able to handle dirty water and viscous slurries. They can handle small solids and high operating pressures for up to 800′ of head. Available in discharge sizes from 2″ to 8″.
Self-Priming Pumps
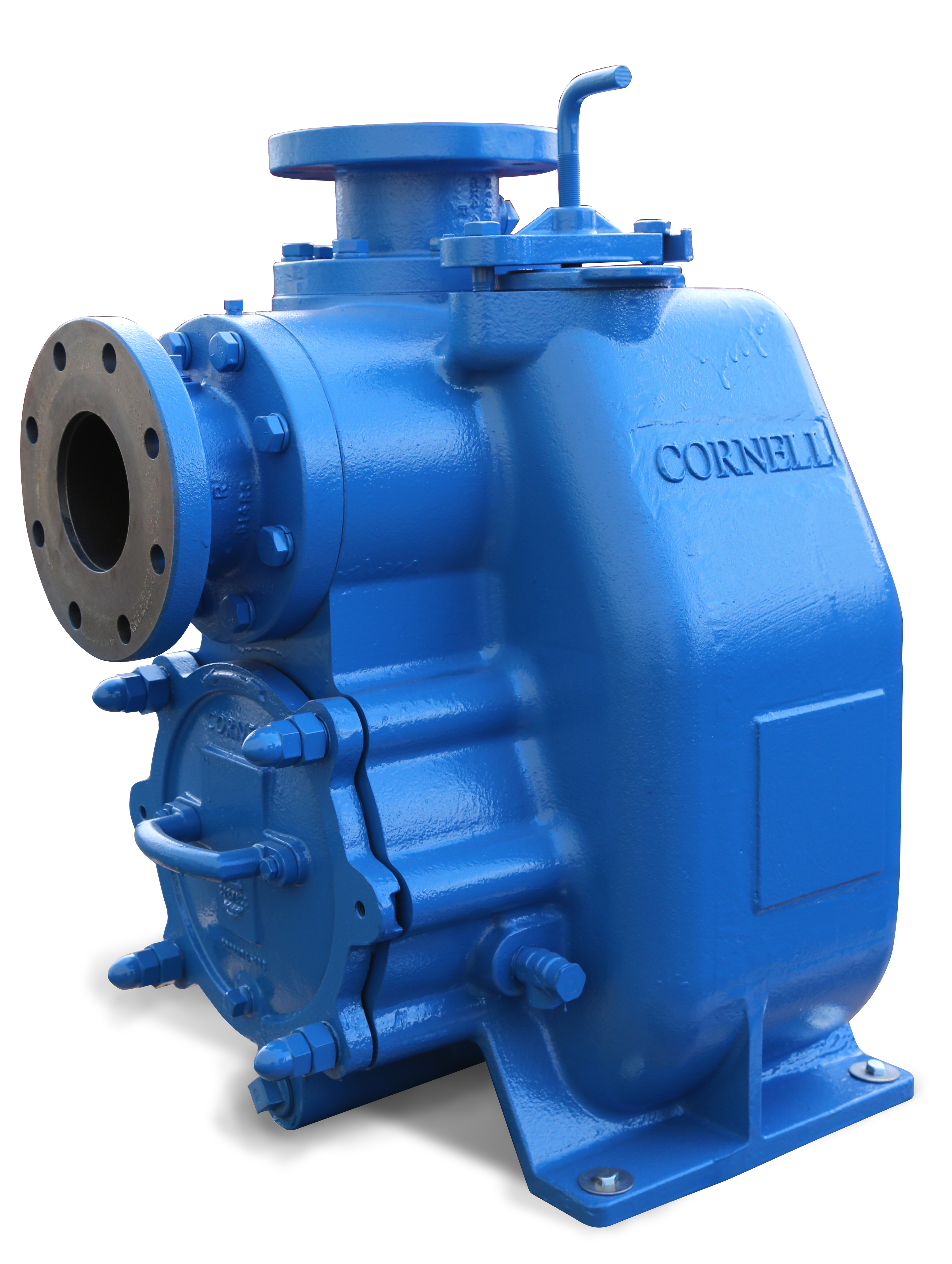
Cornell’s popular self-priming series pumps are the most efficient in the industry. Combined with our patented-Cycloseal® back plate technology, these pumps are durable, powerful, and energy efficient.
Durable, reliable, and easy to maintain, the STX, STH, and STL self-priming pumps are an excellent option for many applications including waste water, slurry, and water transfer.
Submersible Pumps

Cornell Submersible pumps maintain superb operating efficiencies and are coupled with premium efficient motors. All come standard with heavy wall volutes for extended life under abrasive service. Cornell’s auto-coupling system includes a cast iron discharge elbow, bronze guide claw flange, and Stainless Steel upper and intermediate guide rail brackets for high quality non-spark operation.